

Dużo piszemy o winylach - to nasza pasja. Dziś przyjrzymy się bardzo skrupulatnie skomplikowanemu procesowi tłoczenia płyt winylowych. Aby dowiedzieć się, jak powstają, wybraliśmy się do warszawskiej tłoczni WM Fono. To właśnie tu, jak przed laty w wielu tłoczniach na całym świecie, powstają winyle, które potem zachwycają słuchaczy.
Naszym przewodnikiem będzie Adam Gałek - kierownik tłoczni WM Fono. Człowiek, przed którym maszyny, proces tłoczenia oraz same winyle nie mają żadnych tajemnic. To właśnie pod jego okiem powstało sporo płyt, które z pewnością macie obecnie na półkach.

Płyty winylowe od kilkunastu lat cieszą się niesłabnącą popularnością. Jeszcze w 2006 roku według raportu Nielsena sprzedało się ich jedynie 900 000 sztuk rocznie. Od tamtego momentu obserwujemy dynamiczny wzrost popularności winyli: już dwa lata później podwojono ilość sprzedawanych płyt, a w 2015 roku pękła magiczna granica 10 milionów! Aktualnie sprzedaż oscyluje na poziomie 18,6 mln egzemplarzy w skali roku. Nic więc nie stoi na przeszkodzie, by powiedzieć wprost: płyty winylowe powróciły na dobre!
Zaspokojenie winylowego głodu wśród konsumentów nie jest jednak łatwym zadaniem. Nie wystarczy wytłoczyć pożądany materiał na czarnym krążku i puścić go w świat licząc, że misja została spełniona. Wraz ze wzrostem popularności płyt winylowych zwiększyły się również wymagania odbiorców. I bardzo słusznie. Klienci oczekują wyjątkowego brzmienia, kolorowych wydań czy pięknych poligrafii. Liczy się każdy mały szczegół, od umieszczenia płyty w kopercie antystatycznej, po idealnie wytłoczony produkt, którego tafla jest błyszcząca i wolna od najmniejszej skazy.
Knockin' On Heaven's Door
Udajmy się więc do samego źródła - do warszawskiej tłoczni WM Fono. Do miejsca, w którym niepozorny winylowy granulat zamienia się w finalny produkt, który olśniewa wyglądem i dźwiękiem. Trzeba na początku zaznaczyć, że dobra tłocznia to nie tylko hala produkcyjna, w której ustawione maszyny miarowo wypuszczają kolejne egzemplarze. To przede wszystkim ludzie, którzy muszą sprostać szeregowi wyzwań: od przygotowania dźwięku, przez tłoczenie, aż po pakowanie gotowych płyt w okładki stworzone we współpracy ze sprawdzonymi drukarniami. Znajdziemy tu grono dźwiękowców, których zadaniem jest wydobywanie brzmieniowych niuansów, plastyków odpowiedzialnych za pożądany efekt "wow" oraz specjalistów z linii produkcyjnej, których baczne oko przepuści jedynie idealne egzemplarze.
Matryce
Na potrzeby naszego tekstu musimy przyjąć, że do tłoczni trafił już odpowiednio przygotowany materiał muzyczny ze studia nagrań (o tym, czym powinien się cechować, napiszemy w jednym z kolejnych tekstów cyklu). Zanim rozpocznie się regularna produkcja winyli - należy przygotować matryce.

Wszystko zaczyna się w studiu nagrań od wycięcia płyty lakierowanej - jej rozmiar to zazwyczaj 14 cali. Umieszcza się ją na specjalnej maszynie, przypominającej bardzo rozbudowany gramofon. Charakteryzuje się ona przede wszystkim bardzo mocnym napędem.
Wycinanie płyty lakierowanej jest w pewnym sensie odwrotnością odsłuchiwania płyty winylowej. Tu również występują drgania lecz nie są one generowane przez rowek płyty, a przez sygnał elektryczny, który wprawia w ruch głowicę nacinającą. W gramofonie znajduje się wkładka gramofonowa, pełniąca rolę odczytującą. Nad płytą lakierowaną, która przylega podciśnieniowo do talerza, ustawia się głowicę nacinającą oraz mikroskop służący kontroli powstałego rowka. Jako pierwszy nacina się zapis próbny, celem sprawdzenia poprawności ustawień.
Następnym etapem jest wycięcie całego rowka na danej stronie. Obraz tej płyty będzie bezpośrednio przekładał się na kształt finalnego produktu. Należy zachować odpowiednią odległość pomiędzy kolejnymi zwojami rowka. Zbyt mała spowoduje przesłuchy między kanałami. Po przeprowadzeniu kontroli jakości, pracownik nanosi na końcu rowka oznaczenia nazywane matrixem.
Kolejna faza produkcji to oczyszczenie dysku lakierowanego oraz pokrycie go chlorkiem cynawym, który ułatwia osadzanie się azotanu srebra na powierzchni lakieru. Zaraz potem następuje galwanizacja. W specjalnej maszynie umieszcza się płytę tak, by posrebrzana strona znalazła się w bezpośrednim kontakcie z wanną galwanizerską. Znajduje się w niej płyn, w którym rozpuszcza się nikiel. To właśnie nim zostanie pokryta nasza płyta. Dysk zaczyna się obracać. Do płyty zostaje podłączony biegun dodatni, przez co na srebrnej powierzchni osadza się nikiel - biało-srebrzysty metal o lekkim, złotym zabarwieniu. Przez płytę przepływa prąd o niewielkim napięciu - jedynie 10V, ale za to ogromnym natężeniu, wynoszącym aż 150A!

Czym jest tajemniczy DMM?
Po upływie około 1.5 godziny warstwa jest już wystarczająco gruba, by oddzielić ją od dysku lakierowanego. Powstałą płytę niklową nazywa się powszechnie ojcem, czyli negatywem. Możliwe jest również skrócenie tego procesu - potrzebna jest do tego technologia DMM (Digital Metal Mastering). Nie używa się znanego już dysku lakierowanego, a płyty miedzianej, którą od razu można pokryć niklem, bez konieczności używania azotanu srebra. DMM ma też niewątpliwą przewagę nad tradycyjnym procesem: zmniejszeniu ulegają szumy, wysokie częstotliwości są lepiej odzwierciedlane oraz - co ważne - ryzyko powstania przesłuchów pomiędzy kolejnymi zwojami rowka jest zminimalizowane.
Ostatni element jest wspólny dla obydwu metod. Należy uformować kołnierz pozwalający na zamocowanie matrycy na formie oraz wycięcie odpowiedniej wielkości otworu w środku płyty. Jeszcze tylko kolejna kontrola jakości i można rozpoczynać produkcję.
Ludzie, winyle, maszyny
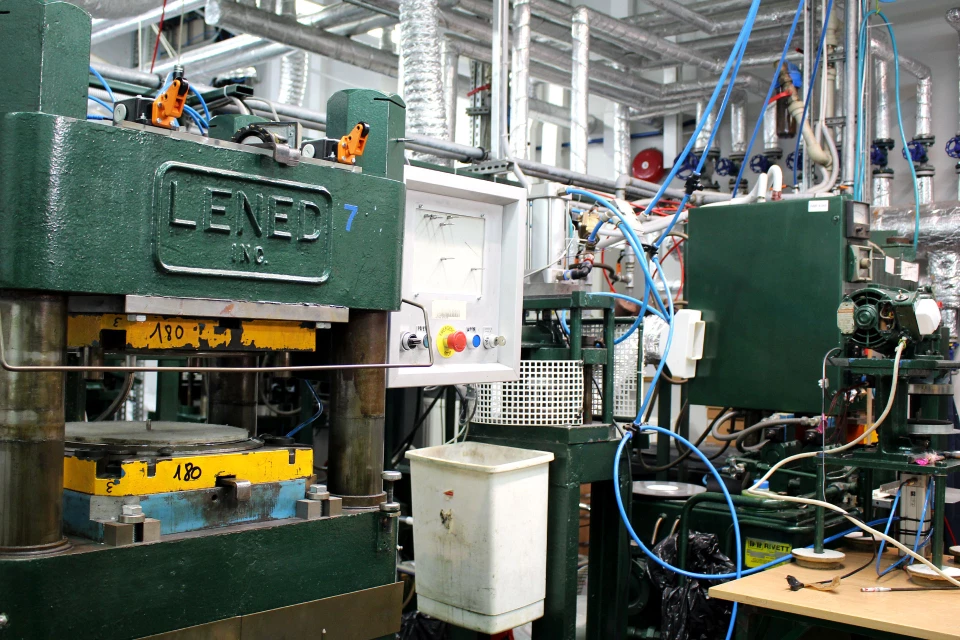
Na rynku światowym działa obecnie kilkadziesiąt tłoczni winyli. Znajdziemy wśród nich wielkie przedsiębiorstwa tłoczące na automatycznych liniach produkcyjnych oraz firmy, gdzie za każdą maszyną stoi człowiek. Warto przyjrzeć się bliżej tłoczniom oraz filozofiom, jakie przyświecają im podczas produkcji. W WM Fono, gdzie dziś gościmy, praca odbywa się na manualnych maszynach amerykańskich marek Hamilton oraz Lened. Powstały one w erze świetności płyt winylowych - w latach 50. i 60. XX wieku. To dobry znak, bo czyż słuchając winyli nie chcemy czasem choć na chwilę przenieść się do tych właśnie czasów?
Proces tłoczenia w WM Fono rozpoczyna się od zamontowania w maszynie dwóch jednostronnych matryc, po jednej dla każdej ze stron płyty winylowej. Matryce mocowane są bezpośrednio do tzw. form. Są to elementy wykonane z bardzo twardych materiałów, dające podparcie matrycy w procesie tłoczenia. W obydwu rodzajach tłoczni musi to zrobić wykwalifikowany pracownik.

--
Czy wiesz skąd się biorą niecentryczne płyty?
Czy można wykonać to nieprawidłowo oraz czy to nie ten etap jest odpowiedzialny za spotykane czasami niecentryczne płyty? Śpieszę z odpowiedzią, bo to pytanie z pewnością nieraz Cię nurtowało. Niezależnie od stopnia zautomatyzowania produkcji, w maszynie tłoczącej znajdują się punkty centrujące, które odpowiadają za utrzymanie matrycy na miejscu podczas tłoczenia oraz wspomniany wcześniej kołnierz matrycy. Skąd więc biorą się niecentryczne płyty? Jest to wynik błędu jeszcze na etapie produkcji matrycy.
--
Po zamontowaniu matryc podobieństwa pomiędzy tłoczeniem automatycznym a ręcznym się kończą. W tłoczni automatycznej zostaje zaprogramowany komputer, załadowany zasobnik z wyciętymi labelami oraz ekstruder (dozownik) granulatu. Wystarczy wcisnąć przycisk, by rozpocząć proces produkcyjny. Automatyczny podajnik dozuje odpowiednią ilość granulatu i nakłada labele. Prasa się wolno zamyka, by ostatecznie wypchnąć nadmiar materiału poza obręb płyty. Niektóre linie produkcyjne są na tyle zautomatyzowane, że płyta winylowa jest tam automatycznie pakowana do koperty, a pierwszą osobą, która zobaczy finalny produkt jest klient po rozcięciu folii.
Sytuacja wygląda zgoła inaczej, gdy prześledzimy proces w manualnej tłoczni. W WM Fono każdy z pracowników ma swoje indywidualne stanowisko i pracuje na konkretnej maszynie.

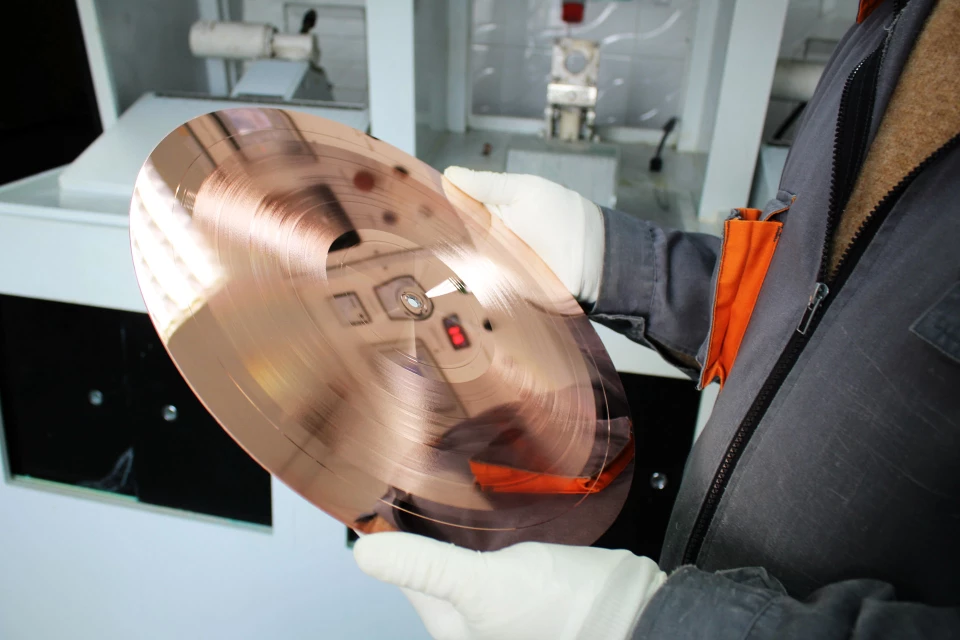
Po kilku latach pracy już na etapie zdejmowania płyty winylowej z matrycy są oni w stanie stwierdzić, czy jest ona wolna od wad. Pracownik otwiera kratkę zabezpieczającą, z dolnej części maszyny wyjeżdża podobny do gramofonowego, tylko nieco dłuższy szpindel. Nakłada się na niego odpowiedni label, z podajnika odbiera gorącą masę winylową, nakłada drugą etykietę i czym prędzej wszystko zamyka. Wspomniane wcześniej formy posiadają kanały, w których płynie gorąca para wodna. Rozgrzewa ona samą matrycę oraz znajdujący się w środku winyl. Maszyna w tym czasie formuje nośnik, odbijają się rowki. Przed otworzeniem matrycy maszyna wstrzykuje zimną wodę, studząc płytę i pozwalając na jej bezpieczne wyjęcie. Po wyjęciu jeszcze ciepłej płyty winylowej umieszcza się ją na wykrawarce. Ma ona za zadanie odciąć nadmiar materiału i wyrównać krawędź. Tak gotowa płyta poddawana jest kontroli wzrokowej oraz odkładana na specjalny stojak, gdzie stygnie. Stąd ekipa pakująca płyty zabierze je wprost do kopert…

Maszyny bywają jednak zawodne. Pomimo obecności różnego rodzaju czujników potrafią płatać figle. Zdarzyć się mogą sytuacje, w których zawiedzie termostat, przez co granulat zostanie podgrzany do zbyt wysokiej temperatury - to zapoczątkuje proces degradacji materiału. Co gorsza, po przekroczeniu 150 stopni Celsjusza zaczyna wydzielać się trujący gaz! Na płycie pojawią się charakterystyczne zmatowienia, przebarwienia czy też smugi - niestety odbija się to również na dźwięku, pojawia się irytujące smażenie, a nawet możliwość uszkodzenia igły! Podobne uszkodzenia pojawiają się wraz ze starzeniem matryc. Wraz z każdorazowym wyjęciem gotowej płyty oraz nałożeniem nowego materiału do wnętrza maszyny trafia zimne powietrze. Wielokrotne wahania temperatur oraz nacisk rzędu stu ton na cm2 (!) powodują niszczenie matrycy. - W WM Fono obrano strategię pozwalającą na utrzymanie wysokiej jakości produktów: jednego kompletu matryc używa się jedynie do 500 odbić. Teoretycznie jest możliwość zwiększenia tej wartości do 700, a nawet 1000, niestety trzeba liczyć się z drastycznym spadkiem jakości - tłumaczy nam Adam Gałek.
--
Czy wiesz co sprawia, że label jest źle przyklejony?
Dla niektórych znajoma może być sytuacja, gdy label płyty winylowej jest krzywo nałożony, przez co ulega on rozdarciu bądź - co gorsza - znajduje się on na warstwie zapisu. Najczęściej do takich sytuacji dochodzi w zautomatyzowanych produkcjach, gdy podajnik ulegnie zacięciu. Taka płyta najczęściej zostaje dalej zapakowana, a z problemem borykać będzie się klient. Podobnie sytuacja wygląda, gdy na podajniku sklejeniu ulegną dwie etykiety, co w konsekwencji skończy się wprasowaniem ich w płytę. Z pozoru nieznacząca błahostka może powodować nierówność między kanałami w odsłuchu! Taka płyta z jednej strony posiada większe zgrubienie w okolicy labela, której nie skoryguje żaden docisk. Zostańmy jeszcze przy temacie docisków.
Czy wiesz skąd biorą się falujące płyty?
Wszystkim winylmaniakom znany jest problem falujących płyt. Wynika on przede wszystkim z błędów w procesie produkcyjnym, nie licząc późniejszego złego przechowywania płyt. Jak dowiadujemy się u naszych gospodarzy, WM Fono gwarantuje, że amplituda wychyleń na rancie płyty nie przekroczy 3mm! Istotne znaczenie ma również granulat jakiego używa dana tłocznia. Niech Was nie zwiedzie nazwa - polichlorek winylu. Skład granulatu jest dużo bardziej skomplikowany. Znajdują się w nim również różnego rodzaju barwniki, zawierające szereg substancji. Najważniejszą jednak wytyczną jest jego jakość. Ziarnistość granulatu wpływa na poziom szumów, szczególnie słyszalnych na muzyce akustycznej oraz jazzowej. Tak samo jego czystość - tutaj poza szumami mogą wystąpić irytujące pyknięcia.
--
Czujne oko kontrolerów
Proces kontrolny w WM Fono nie odbywa się tylko podczas samego tłoczenia, lecz ma miejsce na wielu etapach produkcji. Przeprowadzany jest w różny sposób, przez kolejne osoby. Zadaniem pracownika jest określenie jakości na podstawie swojego doświadczenia oraz wyglądu zewnętrznego płyty. Wyprodukowane płyty składowane są na długich szpindlach. Pojemność każdego z nich to 50 sztuk. Wraz z rozpoczęciem przez pracownika produkcji, z każdego nowego stojaka pierwszą płytę (51, 101, 151...) zabiera się na kontrolę dźwięku. Gdyby ktoś jeszcze miał wątpliwości i bał się, że to właśnie na niego spadnie widmo uszkodzonej płyty - uspokajam. Pakowanie w koperty antystatyczne również odbywa się ręcznie, co pozwala na kolejną kontrolę.
Kiedy ogląda się płyty wychodzące spod pras WM Fono, uwagę zwraca jeden charakterystyczny szczegół labela. Przyglądając się mu uważnie, możemy zauważyć przetłoczenie w postaci dużego, niewiele mniejszego od samego labela kółka. Jest to w znakomitej większości znak rozpoznawczy amerykańskich wydań. Odpowiada za to tzw. grzybek znajdujący się pod matrycą. To właśnie z tego powodu nie ma możliwości wytłoczenia płyty bez charakterystycznego, papierowego elementu płyty. Jego brak powodowałby dostanie się gorącej masy wprost do wnętrza maszyny oraz uszkodzenie matrycy.

USA, Arston, WM Fono…
Skąd w polskiej tłoczni ta typowo amerykańska cecha? Kryje się za tym niezwykle ciekawa historia… Jeszcze kilka lat temu mało kto zdawał sobie sprawę, jaki opuszczony skarb skrywa się w niepozornym magazynie na obrzeżach Warszawy. Pracownikom warszawskiej tłoczni udało się odnaleźć zaginione przed laty maszyny, należące niegdyś do polonijnego wydawnictwa PZ Arston! Urządzenia były na pierwszy rzut oka w fatalnym stanie. Zastane przez lata, częściowo niekompletne, niesprawne i jak się można domyślić - niesamowicie zakurzone. Uratował je przed laty jeden człowiek, który w obawie przed ich zniszczeniem zabezpieczył je olejem. Zabieg ten pozwolił podjąć prace renowacyjne. Amerykańska myśl techniczna ma swoje niewątpliwe zalety - maszyny były solidnie wykonane, a do ich produkcji wykorzystano najlepsze materiały. Brakowało jedynie dokumentacji technicznej oraz osób, które mogłyby przekazać wiedzę kolejnym pokoleniom.
Po wiedzę o samych maszynach sięgnięto do amerykańskich producentów - Hamiltona oraz firmy Lened. Niestety wraz z upływem lat dokumentacja zaginęła również i tam. Udało się ustalić za to ciekawy fakt. Na całym świecie w użyciu jest jedynie 16 egzemplarzy tego modelu maszyny Hamilton, z czego aż 4 znajdują się w Polsce, wszystkie w WM Fono!
Cały park maszynowy liczy 9 maszyn. Proces renowacji wykonany został z zachowaniem ich pierwotnego charakteru oraz wyglądu. Zrezygnowano z naszpikowania ich komputerami i wszechobecnymi monitorami. Przeprowadzone zmiany są na pierwszy rzut oka niewidoczne, a sam proces dalej przebiega tak, jak 70 lat temu! Produkcja nie mogła jednak ruszyć bez nabrania doświadczenia. Metodą prób i błędów oraz z nieocenioną pomocą byłego pracownika Arstonu produkcję udało się uruchomić.
Kolejne lata zaowocowały czymś nieocenionym - własnym doświadczeniem. Mając opanowaną przysłowiową jazdę na rowerze, można było zabrać się za odrobinę szaleństwa i puścić wodze... fantazji! Kierownik tłoczni Adam Gałek, odpowiedzialny za całość produkcji, dokonuje rzeczy niesamowitych. Splattery, marmurki, czy też dwu-, a nawet trzykolorowe płyty nie stanowią dla niego żadnych tajemnic. Gdyby ktoś marzył o płycie świecącej w ciemności albo połyskującej drobinkami złota tudzież srebra - nie ma przeciwwskazań. Masz jeszcze jakiś inny pomysł? Indywidualne projekty to wyzwanie, na które również w tłoczni są otwarci. Rozmiary takie jak 7', 10' czy 12' to chleb powszedni, tak samo jak tłoczenia wysokiej jakości - 180 gram. Nie inaczej jest z poligrafią - tutaj także klienci mają wiele możliwości wydania płyty, rozpoczynając od standardowych okładek i insertów, poprzez gatefoldy i książeczki, kończąc na drewnianych pudełkach.


foto: WM Fono
Tekst powstał przy współpracy tłoczni.









